
5.5mの線路を敷設したのは2014年8月のお盆を過ぎた頃です。鹿部では8月に入ってお盆迄の半月ほどが真夏の最も暑い時期になります。とは言え扇風機があればしのげる程度で、その後急に秋の気配が近づいて下旬には肌寒く感じるようになります。北海道に移住して以来、道南から一歩も出ていなかったので月末に秋の旅を楽しむことにしました。行先は道央、高倉健主演の映画「鉄道員(ぽっぽや)」ロケ地である幌舞駅(根室本線幾寅駅)、ダムの渇水時のみ姿を現わす幻のタウシュベツ川橋梁と旧士幌線跡、旧広尾線の愛国駅、幸福駅と鉄道づくしのようですが、家内のリクエストに応えて有名庭園やトマムの雲海や帯広のばんえい競馬も見物します。
 |
| 道央の旅 |
 |
| 狩勝園地の15インチゲージ線路と北海道拓殖鉄道キハ112風気動車 |
旅行から帰ると車両製作の具体化に着手しました。線路が出来ると一刻も早くその上を走る車両が欲しくなるのは当然の理屈です。最終的には地元の大沼電鉄の電車を計画していることはすでに書きましたが、いきなり電動車では作業ボリュームが大きすぎて早く走らせたいという欲求には耐えられません。とりあえずトロッコで荷物の運搬ができれば見た目も鉄道らしくなると考え、最低限の車輪、車軸、軸受の調達から始めました。
車輪はチルド車輪という鋳鉄製のものを使用します。チルド鋳鉄というのはやや専門的になりますが、融けた鉄を鋳型で固化させる際に表面の冷却温度を急速に下げることで車輪の踏面の硬度と耐久性を高くするとともに内部は粘りのある性質を持たせた鋳物です。メーカーは国内に数社あるようですが、個人への直接販売はしてもらえず、販売代理店か金属加工会社経由でしか入手できません。

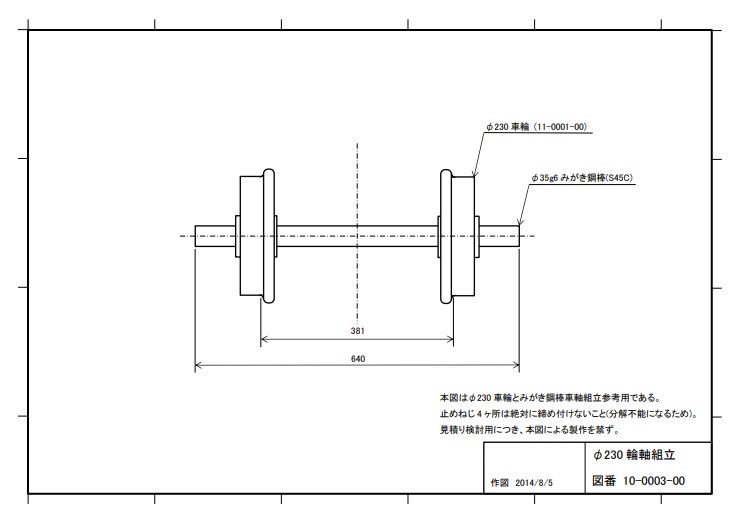
永瀬工場のカタログを見ると直径数十ミリから各種の寸法のものがあります。実物の車輪の標準的な直径はφ860ですから1/3にすると約φ290になります。多くの15インチゲージでは運転者の居住性確保のために床を低くする必要があるからかφ100程度を採用しているようです。車輪直径が大きくなると曲線通過時の抵抗も多少大きくなると想像されますが、スケールを重視したいので低床型路面電車(いわゆるLRVと呼ばれる今どきの超低床車ではなく、それ以前の一般的路面電車)の標準径であるφ660の1/3に近いφ230を使用することにしました。
 |
| チルド車輪のサイズ表 |
 |
| 車輪の加工図面 |
この少し前に大学卒業以来40年ぶりに同窓会があり、その席で同級生が家業の鉄工所を継いで社長をしていることを知ったので、相談を持ちかけると快く引き受けてくれました。こちらは趣味でやっているのだし、「手空きの時に適当な精度で気楽に加工してくれたらいいよ。」と言ったのですが、「今どきの旋盤は材料をセットしたら、芯出しから最終仕上げまで自動的に高精度で加工が進むので、雑な仕事でいいと言われても手を抜くことはできない。」とのこと。職人が目を凝らしながら旋盤のハンドルを微妙な手つきで操作するイメージは、それこそ彼と一緒に工学部で実習体験していた時代ならともかく、この世界もアナログから脱してデジタル化が進んでいることを知りました。とはいえ、やはり人が付きっきりの特注加工になるので人件費はバカになりません。また加工が終わった重い車輪を兵庫県の工場から北海道まで送るのに結構な費用がかかったこともあり、次回加工時のコスト低減課題となりました。
一方で車軸はミガキ丸鋼という正確な研磨仕上げをした材料を所定の寸法に切断したものを購入しました。JIS規格に定められた直径寸法と材質および長さを指定すれば目方で値段が決まるというイージーオーダーで、レールの仕入れ先と同じ函館の藤光鋼材に発注したら数日で届きました。もし、ゲージに合わせて段付き軸の加工を特注で行ったなら桁違いの金額になったと思われます。
そもそも車輪の軸穴の径はφ35と言いましたが、正確に表現すると直径35mmちょうどから35.025mmの範囲の間に仕上げられており、軸側は直径34.975mmから34.991mmになっています。穴径から軸径を引くとスキマが計算できますが、つまり9ミクロンから最大で50ミクロンということになります。50ミクロンは少し細めの髪の毛の太さに相当します。どれくらいのスキマにするか、どれくらいの精度で加工するかはJIS規格で選択できるようになっていますが、旋盤を使って金属加工をすると一般的にこれくらいの精度でものづくりができます。前にも書いたように昔は職人が技を磨いて精度を上げていたのが、今ではすべて世の習い通りコンピューターが簡単にそれをやってのける時代になっています。
 |
| ピローブロック |
軸受は、ピローブロックと呼ばれるボールベアリングを組み込んだフレームをねじで台に取り付けることが出来る部品を通販で購入しました。タイプにもよりますが、精密加工したものが1個千円以下で入手できます。コストを抑えるには市販の汎用部品を使うことと可能な限り自分で加工することに尽きます。
0 件のコメント:
コメントを投稿